
壁は自分で作るもの、人生に壁なんてない
壁を乗り越えるとか、壁にぶち当たるとかいうけども、「壁」って、勝手に自分で作ってるんだよね。 自分で作って、自分でつまづき、あきらめてるんじゃない…もともと人生に壁なんて無いんじゃない…?


素振りをしないやつにホームランを打てるわけがない
「打てますように」と自分の能力以上のことを神様に祈って、バッターボックスに入っていたら三振するに決まっている。良く打てる人は必ず毎日素振りをしている… これは「幸運というものは、準備している者にしか訪れない」という言葉を […]

2021年 中間発表会「No Miss」太平洋クラブ高崎
【社長賞:ディズニーペア】生産管理課 関根さん ノベルティ「ハイチュウ」制作で、私の手を煩わせることなく、自分で調べ、デザインして、発注するなど最初から最後までやってくれた。なかなかこういう自立した人材はいない。
ぐんま産業創造倶楽部 15周年記念セミナー「モーリー流 世界の動きとこれからの日本」(会場:Gメッセ)
モーリーロバートソン氏を講師にお招きしてセミナーを開催いたしました。話のスピードも内容もとてもハイレベルで凡人にはついていけてなく、笑いが少し遅れ気味な印象でした。参加者の中でも高学歴な人達からはとても勉強になりましたと […]
今は過去の結果、未来は今の結果
5年前に頑張ったから今があるんだなぁ…と思いたい。過去に何もせず今を嘆いている人のなんて多いことか… 今、一歩を踏み出せば、きっと5年後に幸運をつかんでいるだろう。

幸運というものは、準備している者にしか訪れない
棚から落ちてくる牡丹餅も準備してないとつかめない。 お客様から大きな話をされて躊躇してしまったことは無いだろうか、常に大きな夢や妄想を描いていれば、可能性について答えることが出来るようになる。



ぐんま産業創造倶楽部 代表世話人
世話人会にて就任のあいさつ。歴代の代表が守ってきた倶楽部を担う重みを感じています。私に勇気がなく逃げ回っていたせいで、前代表の金井様には8年もご苦労を掛けることになってしまった。覚悟を決め引き受けることにした。代表といっ […]



先人たちから受け継いだ技術(13)
ゴルフの練習場で上司(元 RP東プラ 飯田常務)を見かけて、「ナイスショット!」と声をかけた。プロをも凌ぐ腕前だ。「ガスで球を飛ばせないか?」と言われ、「なに夢見てるんですか?」でも、「ゴルフボールは難しいけど、パチンコ […]
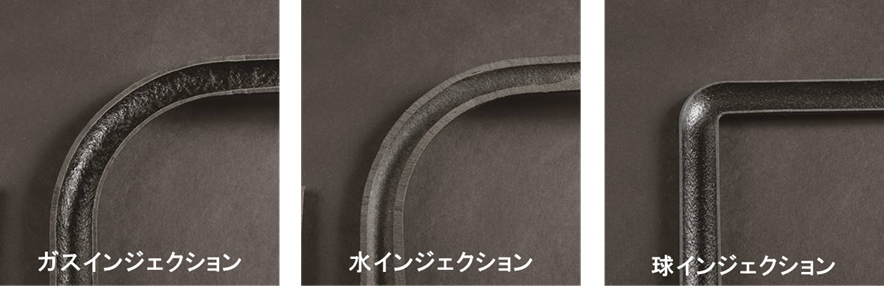
樹脂パイプを射出成形する3大製法(12)
樹脂パイプの射出成形は窒素ガス(気体)を媒体にしたガスインジェクションのほか水(液体)のウォーターインジェクション、球(固体)を窒素ガスで飛ばすRFM(RP東プラ)という技法が有力である。欧州ではウォーターインジェクショ […]
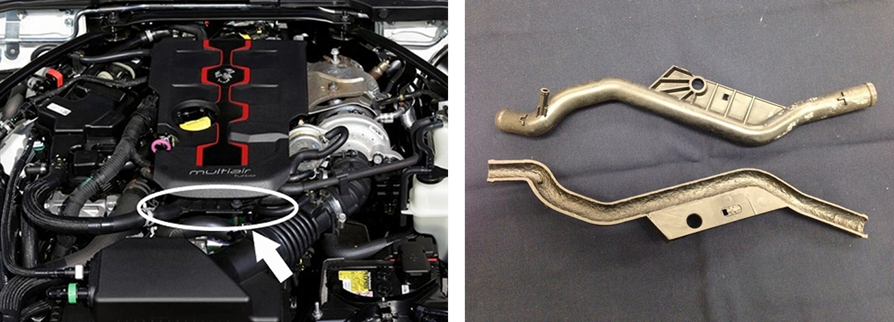
ガスインジェクションで樹脂パイプ(11)
自動車の冷却水パイプやエコキュートのパイプ、医療機器のパイプなど続々と採用が始まっている。太さφ6~φ24、長さは1.6mの実績があり、フランジや取付用のリブなどを同時に形成でき、多くの工程を削減する一体成形ができるのが […]
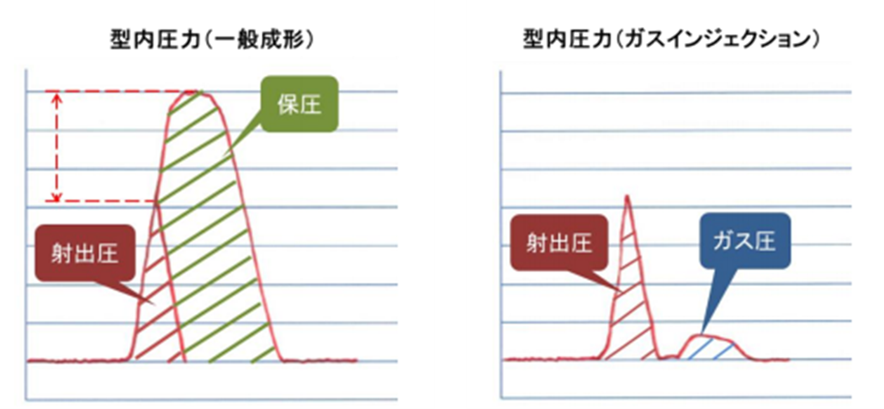
ガスインジェクションならダウンサイジング(10)
グラフにあるように一般の射出成形では射出工程から保圧工程にかけて型内圧力が上昇していくのに対し、ガスインジェクション成形では射出工程の後は急激に型内圧力が低下し窒素ガス注入の際もわずかな型内圧力で済んでいることがわかる。 […]
ガスインジェクションなら一体化(9)
ガスインジェクション成形で付加価値をつけて利益率を上げようと期待してしまうが、どんなに良い技術であっても、コストアップする技術は採用されないのが常である。最終ユーザーにメリットをもたらす技術でなければ価値がない。ガスイン […]

ガスインジェクションでグリップ(8)
ガスインジェクションを考案した、最初の目的は肉厚製品の形成であったと聞いている。1990年代のブームの際は浴槽のグリップ(ABSなどの非晶性樹脂)をたくさん手掛けた。当時、ポリプロピレンやナイロンなどの結晶性樹脂は苦手と […]

ガスインジェクションなら偏肉構成(7)
プラスチック射出成形の製品を設計する場合、平均肉厚を維持することが基本であり、設計者を大いに悩ませるが、この障壁さえガスインジェクション技術で簡単に解決にできる。薄肉1mmと厚肉20mmの混在でも形成することができる。デ […]